
მიმოხილვა
CNC ჩარხები არის მექანიკური, ელექტრო, ჰიდრავლიკური, პნევმატური, მიკროელექტრონული და საინფორმაციო და სხვა ტექნოლოგიების ინტეგრირებული გამოყენება, როგორც ელექტრომექანიკური ინტეგრაციის ერთ-ერთი პროდუქტი, მექანიკურ საწარმოო აღჭურვილობაში მოქნილი, უნივერსალური, მაღალი სიზუსტით, მაღალი სიზუსტით. ეფექტურობის "მოქნილი" ავტომატური წარმოების მოწყობილობა, ის დაამუშავებს საჭირო სხვადასხვა ოპერაციებს და ნაბიჯებს და სამუშაო ნაწილის ფორმასა და ზომას, ციფრული კოდით, საკონტროლო საშუალების მეშვეობით რიცხვითი კონტროლის მოწყობილობაში, რიცხვითი კონტროლის მოწყობილობაში შეყვანის ინფორმაციამდე. დამუშავება და გაანგარიშება, ბრძანების მართვის ჩარხების სისტემა და წამყვანი კომპონენტები, საჭირო სამუშაო ნაწილის ავტომატური დამუშავება. CNC ჩარხების ტექნიკური დონე და მისი პროცენტული მაჩვენებელი ლითონის საჭრელი ჩარხების გამომუშავებაში და მთლიან მფლობელობაში არის ერთ-ერთი მნიშვნელოვანი მაჩვენებელი ქვეყნის ეროვნული ეკონომიკური განვითარებისა და სამრეწველო წარმოების საერთო დონის გასაზომად. ბოლო წლებში CNC ჩარხების წილი ჩინურ საწარმოებში ყოველწლიურად იზრდებოდა და ის უფრო მეტად გამოიყენება მსხვილ და საშუალო საწარმოებში, ასევე ზოგადად გამოიყენება მცირე და საშუალო საწარმოებში და თუნდაც ინდივიდუალური საწარმოები.
CNC-ის პროცესის მოთხოვნები
- როდესაც სამუშაო ნაწილი დამუშავებულია CNC ხორხით, საკვების რაოდენობა დიდია, დამუშავების სიჩქარე დაბალია და დამუშავების პროცესს აქვს ზემოქმედების დატვირთვა სამუშაო ნაწილის არათანაბარი ზედაპირის გამო.
- ლაფის დამუშავება, საკვების რაოდენობა მცირეა, დამუშავების ეფექტურობის უზრუნველსაყოფად, დამუშავების სიჩქარე მაღალია.
- სპინდლის ძრავას უნდა ჰქონდეს დაბალი სიჩქარე და მაღალი ბრუნვის გამომავალი გამომავალი, დამაგრებულია და შეუძლია იმუშაოს მაღალი სიჩქარით.
- ანალოგური სიგნალების მიღება მოითხოვს მაღალი წრფივი და დაბალი დატვირთვის ჩარევას.
- ძრავის ხმაური მცირეა და სისტემური ავტომატიზაციის მოწყობილობებში ჩარევა მცირეა. რაც შეიძლება ნაკლები დააჩქარეთ და დააჩქარეთ.
CNClathe KD600 სერიის პროდუქტების უპირატესობები
Kd600 სერიის მაღალი ხარისხის ვექტორული ინვერტორი იყენებს ნაკადის კონტროლის მოწინავე ტექნოლოგიას, ძრავის ბრუნვა დაბალი სიჩქარით დიდია, სიჩქარის სიზუსტე მაღალია, ფასი გონივრული, ფუნქცია დასრულებულია, მყისიერი დენის გათიშვის დამუშავებით და სიჩქარის თვალყურის დევნებით და ხელახლა დაწყების ფუნქციით. , იმის უზრუნველსაყოფად, რომ სისტემამ მიაღწიოს უწყვეტი მუშაობის მექანიზმს, უზრუნველყოს, რომ ძრავა მუშაობს უმაღლესი ეფექტურობის მდგომარეობაში, შესაბამისად, KD600 სერიის მაღალი ხარისხის ვექტორული ინვერტერის გამოყენება spindle AC სერვო სისტემის ნაცვლად საუკეთესო არჩევანია მანქანათმშენებლობისთვის. KD600 სერიის ინვერტორს აქვს შემდეგი მახასიათებლები:
- სუსტი მაგნიტური მართვის უნიკალური ტექნოლოგია: შეიძლება იყოს კარგი კონტროლი დაბალი სიხშირის დიდი ბრუნვის ძრავის, შეიძლება იმუშაოს 0 ~ 600Hz-ში.
- სტაბილური გაჩერების სიჩქარე: მაგნიტური ნაკადის შენელების გაჩერების ტექნოლოგიას შეუძლია ძრავის შენელება და გაჩერება უფრო მოკლე დროში.
- სიჩქარის სიზუსტე და სტაბილურობა: სიჩქარის დაყენების წრფივობა კარგია, სიჩქარის სტაბილურობის სიზუსტე მაღალია და სიჩქარის მერყეობა არის 5/1000 ფარგლებში, როდესაც დატვირთვა იცვლება.
- შესანიშნავი დაბალი სიხშირის შესრულება: ოპტიმიზებული PG-ის გარეშე ვექტორული კონტროლის ალგორითმი, დაბალი სიხშირის 1Hz 150%-მდე შეფასებული ბრუნვის გამომავალი, რათა უზრუნველყოს ძლიერი ჭრის ძალა ცარიელი დამუშავების დროს.
- უზრუნველყოს მრავალი სიხშირის შეყვანის რეჟიმი: ძაბვის 2 წყარო 0 ~ 10 ვ ან -10 ვ-დან +10 ვ-მდე შეყვანა, 1 დენის წყარო 4~20 mA ან 0~20 mA შეყვანა.
- ქსელის ძაბვის გამოყენების ფართო სპექტრი: გადართვის ელექტრომომარაგების გაფართოებული დიზაინი შეიძლება გამოყენებულ იქნას ქსელის სხვადასხვა გარემოში.
- დახვეწილი წარმოების პროცესი: გამოიყენეთ საფარის გასქელების უნიკალური პროცესი, ჰაერის სადინარი მთლიანად იზოლირებულია შიდა PCB-სგან და აქვს ძლიერი ადაპტირება მკაცრი ფიზიკური გარემოს მიმართ, როგორიცაა ლითონის მტვერი, კოროზიული გაზი და ტენიანობა.
- ჩამონტაჟებული გაჟონვის შთანთქმის წრე მნიშვნელოვნად ამცირებს ელექტრო დარტყმას ადამიანის სხეულზე, როდესაც მოწყობილობა დამუხტავს.
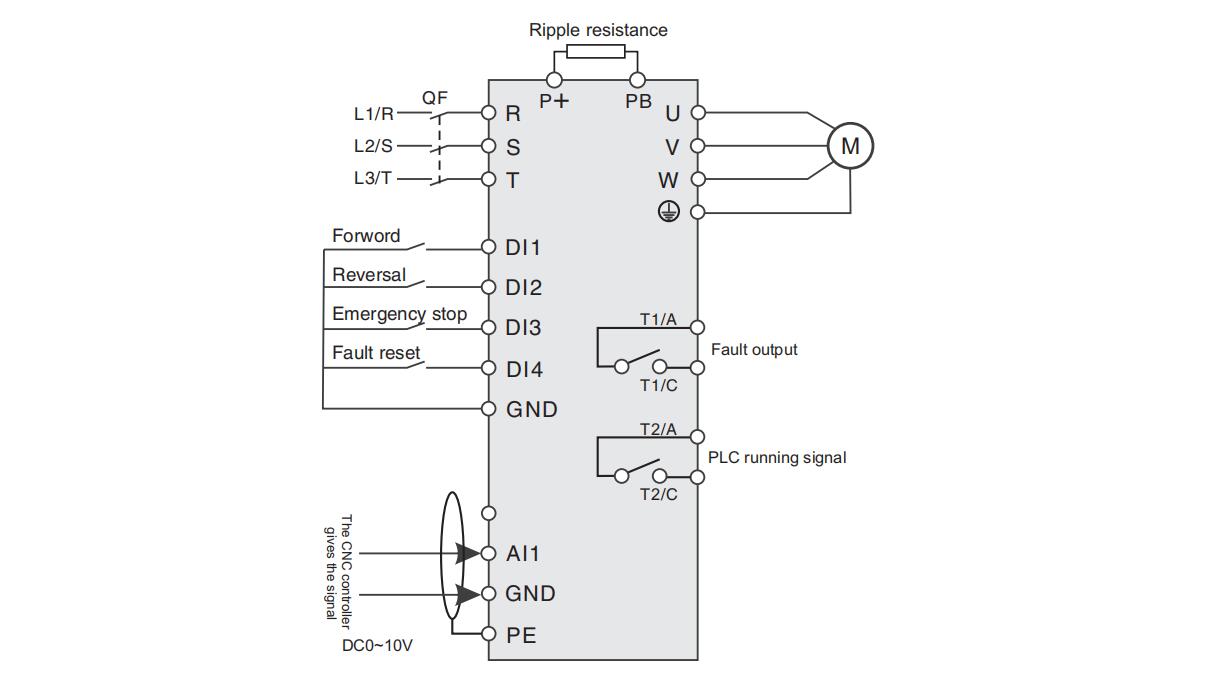
ძირითადი გაყვანილობის დიაგრამა
პარამეტრის პარამეტრები და აღწერა
| პარამეტრის დაყენება | ინსტრუქციები | პარამეტრის დაყენება | ინსტრუქციები |
| P0-03=1 | PG ვექტორული რეჟიმი არ არის | P4-01=11KW | ძრავის ნომინალური სიმძლავრე |
| P0-04=1 | გარე ტერმინალი იწყება ან ჩერდება | P4-02=380V | ძრავის ნომინალური ძაბვა |
| P0-06=2 | მოცემულია ანალოგური რაოდენობა AI1 | P4-04=22.6A | ძრავის ნომინალური დენი |
| P0-14=150 | მაქსიმალური გამომავალი სიხშირე | P4-05=50Hz | ძრავის რეიტინგული სიხშირე |
| P0-16=150 | სამუშაო სიხშირის ზედა ზღვარი | P1-06=1435RPM | ძრავის რეიტინგული სიჩქარე |
| P0-23=1.0 | აჩქარების დრო | P6-00=2 | ხარვეზის გამომავალი |
| P0-24=0.8 | შენელების დრო | P6-02=1 | სიხშირის გადამყვანი მუშაობს |
| P5-00=1 | წინ სირბილი | P5-01=2 | ინვერსიული სირბილი |
| P4-01~P4-06 ძრავის პარამეტრები გთხოვთ ზუსტად შეიყვანოთ | |||
გამართვის შედეგი
დადასტურდა, რომ KD600 სერიის მაღალი ხარისხის ვექტორული სიხშირის გადამყვანს შეუძლია სრულად დააკმაყოფილოს მანქანა ხელსაწყოს spindle კონტროლის მოთხოვნები. KD600 იყენებს წამყვან PG-ის გარეშე ვექტორული მართვის რეჟიმს, რომელსაც შეუძლია შეუფერხებლად გამოყოს 150% ბრუნვის მომენტი დაბალი სიჩქარის (დაბალი სიხშირის) მუშაობის პირობებშიც კი, რათა დააკმაყოფილოს სხვადასხვა ნაწილების დამუშავების საჭიროებები, და შეუძლია მთლიანად შეცვალოს ტრადიციული მოძრავი ტარების სპინდლის სტრუქტურა და ეს spindle. სტრუქტურა არის მარტივი, კომპაქტური და შეუძლია მიაღწიოს სიჩქარის ნამდვილ სტაბილურ რეგულირებას. ამ spindle-ის სიჩქარე კონტროლდება გარე ანალოგური სიგნალით, რათა აკონტროლოს გამომავალი სიხშირე სხვადასხვა დამუშავების პროცესში (მაგ., უხეში, დასრულება და ა. ინვერტორი სხვადასხვა სიჩქარის მისაღწევად, ხოლო დაწყების და გაჩერების სიგნალი ასევე კონტროლდება რიცხვითი კონტროლის სისტემით, რაც აუმჯობესებს ავტომატიზაციის ხარისხს და ახანგრძლივებს ხელსაწყოს მომსახურების ხანგრძლივობას.

გამოქვეყნების დრო: ნოე-17-2023